
China3D printingAdditive Manufacturing with Gas Metal Arc Welding (GMAW) is a More Affordable Metal3D printingtechnology with high deposition rates for the manufacture of medium and large components. A team of researchers from Le Quy Don Technical University in Vietnam has published a paper titled “Preliminary Study on Additive Manufacturing of Metal Parts Based on Gas Metal Arc Welding”, focusing on the mechanical properties and internal quality of 3D parts using a GMAW manipulator Print.
GMAW-based techniques have higher deposition rates and are therefore more suitable for manufacturing large-sized metal parts than gas tungsten arc welding (GTAW) and plasma arc welding (PAW) methods. It is important to ensure that the internal quality of a GMAW printed part is high, which is why it is necessary to better understand its microstructure – especially when the part is used in load-bearing conditions. This technique has been used in Vietnam because of its low cost, so manufacturers should understand the method to achieve good results.
“The aim of this study was therefore to investigate the internal quality of thin-walled parts manufactured by a GMAW-based additive manufacturing process. The results obtained in this study allowed us to demonstrate the use of GMAW robots to manufacture or repair/remanufacture metal parts according to AM principles feasibility.
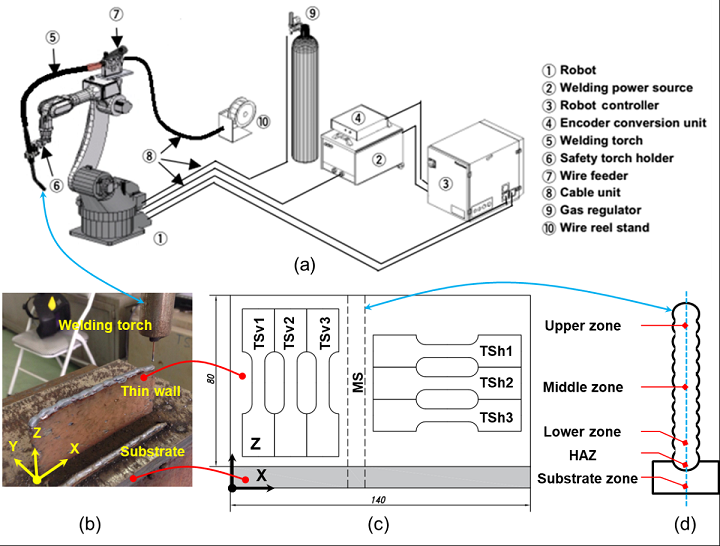
Figure 1. (a) Schematic diagram of GMAW-based additive manufacturing system, (b) thin-walled sample as constructed, (c) location of cutting sample, & (d) five areas for observing microstructure and measuring cutting Surface hardness specimen.
An industrial GMAW robot used the Electric Arc Additive Manufacturing (WAAM) process to fabricate thin-walled parts with mild steel copper wire on a mild steel substrate. The 6-axis robot uses a welding torch to deposit layers from the substrate, and you can view the welding process parameters in the table below.
“The distance between the GMAW torch and the workpiece is 12 mm. The deposition takes place at room temperature without preheating the substrate,” explains Le. “Once the deposition of the weld layer is complete, the torch is retracted to the starting point for depositing the next layer with a dwell time of 60 seconds. The dwell time used between two successive layers is designed to cool the workpiece and displace the accumulated heat into the environment.”
Two sets of tensile samples were cut from thin-walled samples using a wire-cut electrical discharge machining (EDM) machine so that the authors could use a digital microhardness tester to measure the hardness of the building material and take a closer look at its hardness. The microstructure was observed with an optical microscope and its tensile properties were tested.
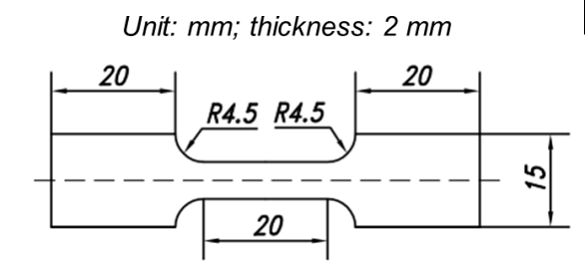
figure 2. The dimensions of the tensile specimen.
“Before cutting these specimens, both sides of the built-in thin-wall were machined to obtain an effective width of built-in thin-wall material,” Le wrote.
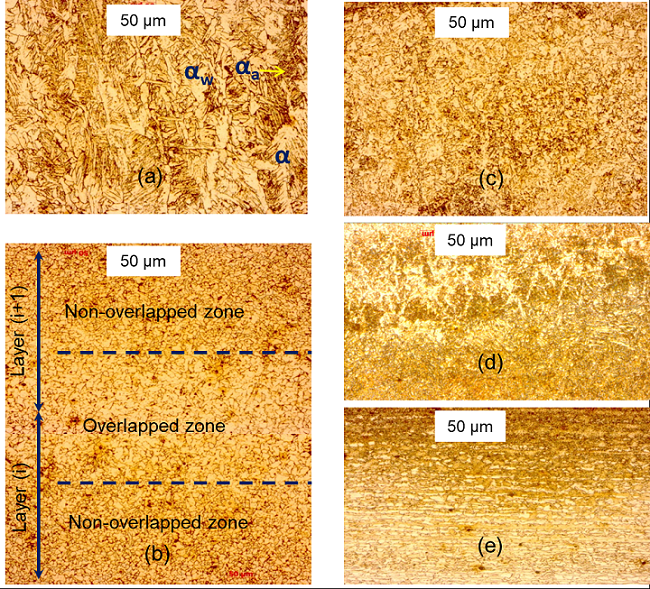
Figure 3. Microstructure of building materials observed in five regions: (a) upper region, (b) middle region, (c) lower region, (d) heat-affected zone (HAZ) and (e) base region .
The microstructure of the samples was observed in five different regions. The upper region has three types of ferrite grains and a large variation in thermal and high cooling rates, with a “layered structure with predominantly austenite dendrites” distributed perpendicular to the matrix. There are two kinds of grains in the middle region, the main feature is “grain structure of ferrite with a small amount of pearlite at the grain boundaries”. The microstructure, which cools more slowly in the lower region than in the upper region, is composed of “homogeneous ferrite grains in which thin flakes are distributed and coexist with thin pearlite strips”. These grains are finer than those in the middle region because of the higher thermal shock values here.
In the heat-affected zone (HAZ), the microstructure transforms from austenite to martensite, while the base zone has a ferrite/perlite banded microstructure
0 Comments for “Additive Manufacturing of Metal Components for Industrial Applications Using Robotic Gas Metal Arc Welding”