
If the trend of technological innovation continues to be maintained in the next few decades, especially in the fields of transportation and energy, it will surely be accompanied by the advancement of manufacturing science. Because additive manufacturing can produce components with complex geometries and excellent performance, and these components have the least waste of materials and energy, additive manufacturing has played a key role in this transition. Laser powder bed fusion (L-PBF) is a widely used additive process because it can produce dense metal parts with geometric tolerances. In L-PBF, a laser scans a bed of metal powder and melts the powder in the path to form layers of solid components. Although the parts manufactured by L-PBF have commercial uses, their use in high-performance roles (such as turbofan components) is limited by the prevalence of voids, cracks, surface roughness, and other defects. In recent years, a lot of research efforts have been aimed at reducing the formation of defects in additively manufactured parts.
In contrast to existing methods, the researchers here studied the relationship between the formation of underground pores called keyhole porosity and the thermal history of the material points throughout the L-PBF process. When the energy density in the molten pool is excessive, usually due to high laser power and low scanning speed, the resulting molten pool becomes deeper and there is a recessed area of vaporized material, and the process enters the keyhole mode. The porosity of the keyhole is caused by the instability of the keyhole or recessed area. Researchers believe that the characteristics of thermal history (such as maximum emissivity and cooling rate over time) are related to the dynamics of the molten pool. To study these phenomena, the study used custom-made equipment in which a programmable laser scans on the powder bed. A fixed infrared (IR) camera is used to measure the thermal characteristics of the surface (in the form of black body radiation), while simultaneously observing the dynamics of the molten pool and pore formation through synchrotron-based high-speed X-ray imaging. After obtaining a data set of thermal history and related porosity levels for processing conditional distributions, genetic algorithms (GA) are used to select key features to calibrate various machine learning (ML) techniques. The result is a predictive model that gives the thermal history of previously uncharacterized processing conditions measured by IR, thereby creating the possibility of porosity. Although thermal history alone may not be sufficient to predict porosity, it is expected to become a tool that has nothing to do with machine settings and processing paths of complex parts. This is an important criterion, because a model that only relies on laser parameters (such as power, scanning speed, and spot size) and simple construction parameters will not be able to solve the complex distribution of heat accumulation in actual parts. This work provides a tool for real-time control of L-PBF, the purpose of which is to produce parts with lower defect levels.
L-PBF experiments using simultaneous high-speed X-ray and infrared imaging were performed on the 32-ID-B beamline of the Advanced Photon Source (APS) of Argonne National Laboratory (ANL). Figure 1 shows the experimental setup of the laser powder bed melting process and its integrated schematic diagram with X-ray and infrared imaging. An 18mm period undulator is used to generate a polychromatic X-ray beam with a first harmonic energy of 25 kiloelectron volts. When the laser beam passes through the sample, the X-ray beam is allowed to pass through the sample. A single crystal LuAG: Ce scintillator (100 microns thick) is used to convert the transmitted x-rays into visible light photons. The converted visible light image was then recorded with a commercial high-speed camera (Photron FastCam SA-Z, Photron Corporation, Tokyo, Japan). A pair of safety shutters and x-ray slits are used to define the duration and size of the x-ray beam hitting the sample. In this study, the high-speed camera used a frame rate of 30,000 Hz and a pixel size of 1.97 microns.
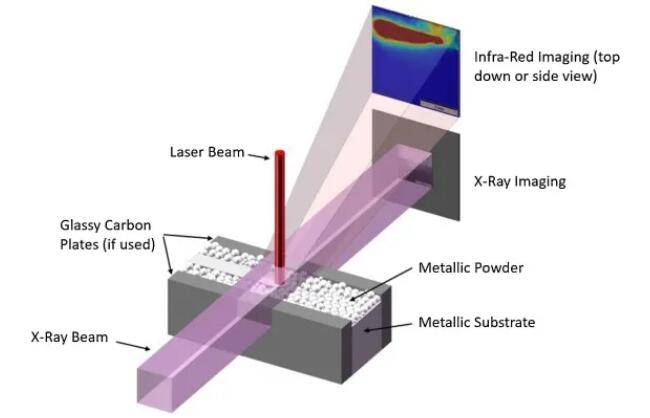 Figure 1. Schematic diagram showing the experimental setup used to record the LPBF process in the field.Image source: Tsinghua University
Figure 1. Schematic diagram showing the experimental setup used to record the LPBF process in the field.Image source: Tsinghua University
All the tests described in the current work were performed on a micro powder bed sample composed of Ti-6Al-4V grade 5 substrate and powder sandwiched between two glassy carbon plates (Figure 1). The manufacturing size of the metal substrate is 400 microns thick, 2.85-2.9 mm high, and 50 mm long, while the glass carbon plate is manufactured to be 3 mm high and 50 mm long. In order to reduce the variation of sample emissivity and improve X-ray image quality, a series of polishing was used to polish the top surface of each Ti-6Al-4V substrate (as shown in Figure 1) as a metal substrate to a mirror finish. The polishing step ends with 4000 grit sandpaper. The height difference between the glassy carbon plate and the metal substrate creates a 100-150μm high channel filled with powder with a diameter of 15-45μm.
The location and type of pores are extracted from high-speed X-ray characterization or X-ray images. X-ray images are frames that are combined together to form a video. The researchers achieved this by going through each frame of the video in turn and manually identifying when it entered the pore from the surface of the liquid or the keyhole in the molten pool, as shown in Figure 2. Holes are recognized as circular areas in the molten pool and use low-intensity pixels. The researchers truncated the gray-scale histogram to prioritize the visibility of underground porosity and keyhole formation (at the expense of the visibility of the powder dynamics above the substrate) and divide the porosity into large groups based on the 10μm boundary in the X-ray image. Or small. Some studies have observed the effect of this bimodal effect on porosity. In L-PBF related literature, small porosity is classified as the porosity of gas trapped in the powder itself or in the surrounding atmosphere. A study on the porosity in L-PBF Ti-6Al-4V found that most of the porosity that exists is gas-entrained porosity, with a diameter of less than 10 μm. Another study of L-PBF-treated Ti-6Al-4V packed the porosity found in its composition in increments of 1000 μm2, with a minimum packing size of 1000 μm2. They found that most of the pores are located in the smallest size container, or have a diameter of less than 18 μm. The 10-micron pore size cutoff value for this study is comparable to other studies where similar porosity has been observed. Given the detector resolution, the actual detection limit is about four pixels, or features with a size equal to or greater than 7.9 μm.
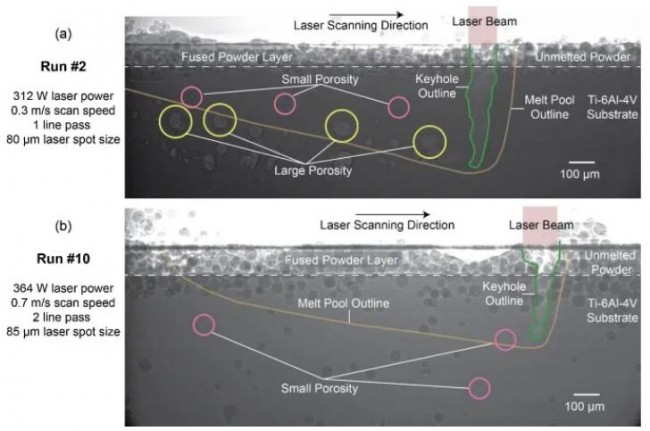 Figure 2. Examples of small (pink circles) and large (yellow circles) porosities in runs (a) 2 and (b) 10, among other features, were determined.
Figure 2. Examples of small (pink circles) and large (yellow circles) porosities in runs (a) 2 and (b) 10, among other features, were determined.
The study observed that the thermal history of low peak temperature and subsequent continuous decline may be related to low porosity. In contrast, the thermal history starts high, decreases, and then increases, which is more likely to indicate macroporosity. Scientists use machine learning algorithms to understand complex data and predict the formation of pores based on thermal history. Paulson said that this effort can only use a few hundred data points compared to tools developed by technology giants that use millions of data points. This requires researchers to develop a customized method that makes full use of limited data.
Although3D printingMachines are usually equipped with infrared cameras, but its cost and complexity make it impossible to equip commercial machines with the kind of x-ray technology that exists in APS, which is one of the most powerful x-ray light sources in the world.But by devising a way to observe the already existing3D printingThe system in the machine, this is not necessary.
The ability to identify and correct defects during printing will have an important impact on the entire additive manufacturing industry because it will eliminate the need for costly and time-consuming inspections of each mass-produced component. In traditional manufacturing, the consistency of the process eliminates the need to scan every metal component coming out of the production line. Recognizing one of the main advantages of additive manufacturing over traditional manufacturing, this task has become more urgent. From this year’s response to the epidemic, researchers have seen how valuable it is to quickly adapt production to new designs and requirements. 3D technology is very adaptable to these changes.
Article source: Jiangsu Laser Alliance
(Editor in charge: admin)
0 Comments for “https://www.3ddayin.net/xinwenpindao/guowaikuaidi/39550.html”