
Aeroengine is the core component of aerospace vehicle, and the turbine blades that determine the key performance of the engine have become the top priority of research. The propelling force of an aero engine is closely related to the temperature of the air inlet at the front of the turbine. The temperature-bearing capacity of the turbine blades determines the propelling force of the entire engine. There are two main ways to improve the temperature-bearing capacity of the turbine blades. One is Explore superalloys with more optimized and stable performance, but limited by the melting point of the metal, the performance of superalloys is close to the limit; the other is to explore blade cooling technologies with complex hollow structures. The hollow structure improves the cooling method of the original turbine blades. This structure can effectively increase the temperature bearing capacity of the turbine blades, thereby effectively increasing the operating temperature of the engine. This more efficient air cooling method is the current research focus. Improving the heat dissipation capacity of turbine blades through a complex air-cooled cavity structure has become the key to advanced engine manufacturing.
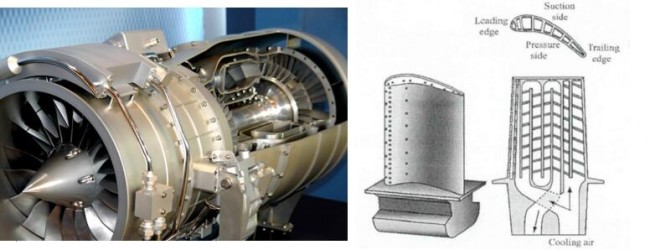
Turbine engine and hollow blade structure diagram
For such a complicated hollow blade, how to manufacture it has become the biggest problem. Traditional machining and forging methods are very difficult to process, it is difficult to form the shape of the inner cavity of the blade, and the utilization rate of materials in the manufacturing process is low, the manufacturing cost is high, and it is time-consuming and labor-intensive. At present, only investment casting ceramic cores can be used to solve this problem. In investment casting, as a ceramic core that forms the shape of the cavity of a hollow casting, its performance and quality have an impact on the qualification rate and cost of the casting production. It has a very large impact. As one of the bottlenecks of the blade manufacturing technology, the continuous improvement of its modeling materials and manufacturing process is very important to enhance the performance of the ceramic core, and it has always been a key issue in the research of hollow blades.
The current design of ceramic casting cores is becoming more and more complex, and traditional methods such as hot pressure injection molding, gel injection molding, and injection molding have problems such as long wax removal time, complex processes, and easy skinning on the surface of the green body. In the traditional method, the mold is still indispensable, and the process flow is more complicated. Therefore, it is urgent to find a new, fast and effective ceramic core manufacturing method.
ceramics3D printingThe emergence of technology has solved these problems in time. Lithoz’s LCM technology can realize the production of highly complex structure ceramic products that cannot be completed by traditional processes. Therefore, LCM technology provides a perfect solution for the highly complex ceramic blade cores in aerospace turbine engines and gas turbines to meet their growing design requirements. Moreover, LCM technology can realize the production of small batch series of prototype products quickly and at low cost. Because this technology does not require molds, it greatly shortens the R&D-marketing period. Compared with traditional injection molding technology for manufacturing blade cores,3D printingTechnology is a manufacturing technology that does not require molds.therefore3D printingThe technology can bypass the expensive and complicated mold manufacturing part that is necessary for traditional processes.
At present, silicon-based and aluminum-based ceramic cores are commonly used in hollow blade manufacturing at home and abroad. Among them, compared with aluminum-based ceramic cores that are difficult to sinter and not easy to remove the core, silicon-based ceramic cores have a series of advantages such as small thermal expansion coefficient, good stability, high surface finish and easy core removal, etc., and are widely used In the aviation industry at home and abroad.
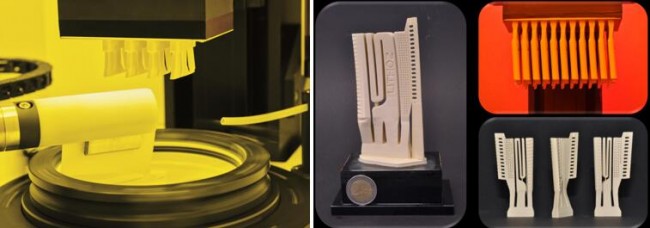 Using Lithoz’s CeraFab8500 equipment, the ceramic blade core printed with LithaCore450 material
Using Lithoz’s CeraFab8500 equipment, the ceramic blade core printed with LithaCore450 material
![]() 3D printed ceramic blade core material
3D printed ceramic blade core material
LithaCore450 is a kind of3D printingSilicon-based materials for the production of ceramic blade cores.
Typical applications are: casting cores for turbine blades used to produce single crystal nickel-based alloys; directional solidification casting cores; equiaxed casting cores.
LithaCore450 is a kind of3D printingMaterials for preparing high-precision, high-detail ceramic blade cores. The sintered blade core product has the advantages of very low thermal expansion rate, high porosity, excellent surface quality and excellent leaching performance. In addition, Lithoz can develop customized materials for customers to meet customers’ wide range of alloy casting needs.
In addition, Lithoz’s newly developed CeraFab System S25, S65, and S230 devices for batch printing provide high-precision projection with a resolution of up to 2560×1600 pixels and a horizontal resolution of up to 25 microns, ensuring the absolute accuracy of the printed components, especially In the macro range, the maximum print size can reach 192×120×500mm. Can meet customer’s printing needs of different sizes.

 Ceramic cores of different sizes printed with Lithoz CFSystem S25, S65, S230 equipment
Ceramic cores of different sizes printed with Lithoz CFSystem S25, S65, S230 equipment
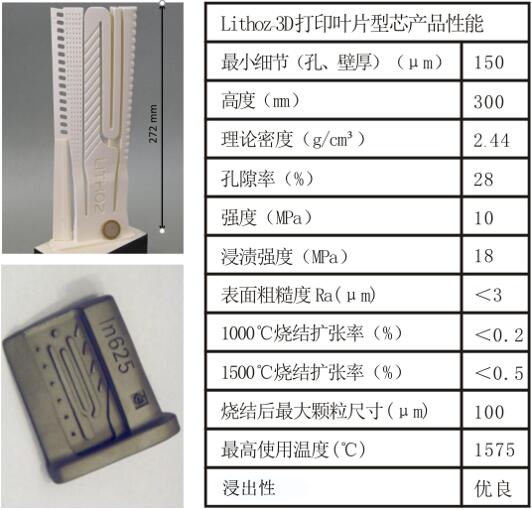
![]() Key properties of Lithoz’s 3D printed blade casting ceramic core
Key properties of Lithoz’s 3D printed blade casting ceramic core
The LCM technology can print high-precision, high-complex structure ceramic blade cores. And has the following characteristics:
(1) Excellent dimensional repeatability and tolerance
(2) The maximum size can reach 500mm
(3) The surface finish Ra <3 µm, to ensure the surface quality of the internal channels of the alloy castings (the process can be optimized to provide ceramic cores with Ra <2 µm).
(4) Highly complex structure, such as 200 µm at the thinnest part of the wing
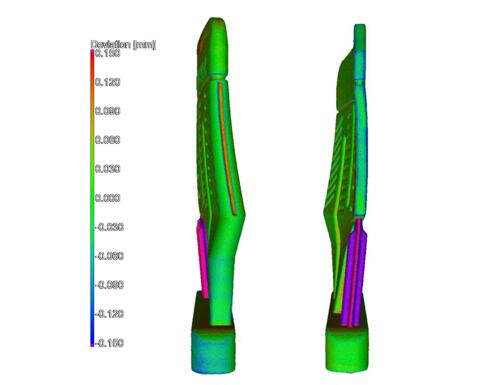
![]() Research on Model Size and Tolerance of Printed Products
Research on Model Size and Tolerance of Printed Products
The LithaCore450 ceramic blade core is produced using Lithoz’s CeraFab 8500 equipment. The results of the dimensional inspection of the casting core (pictured below) show that the maximum deviation from the CAD model is 0.1mm, which meets the dimensional requirements of the casting core application (usually 0.3 mm).
 Print model and originalstl fileSize comparison
Print model and originalstl fileSize comparison
In addition, the size comparison of two ceramic cores produced under different production cycles (one with a supporting structure and one without a supporting structure). The results are shown in the figure below, indicating that the products printed in different batches have a repeatability error of +/- 0.05mm.
 Comparison of the dimensional error of casting cores with and without supporting structure in different batches
Comparison of the dimensional error of casting cores with and without supporting structure in different batches
It can be seen that using3D printingThe technology to produce ceramic cores is very suitable, convenient and fast, can print extremely complex structures, and the performance parameters meet the actual needs of hollow blade casting; currently mainstream manufacturers of aircraft engines are already using them3D printingTechnology is engaged in the R&D and production of ceramic cores. The aerospace giant Safran has long used Lithoz ceramic 3D machines to produce blade cores and demonstrated preliminary results at the 2017 European Ceramic Additive Conference AM Ceramics.
Article source: Lithoz
(Editor in charge: admin)
0 Comments for “Lithoz 3D printed ceramic cores for aero-engine blades”