
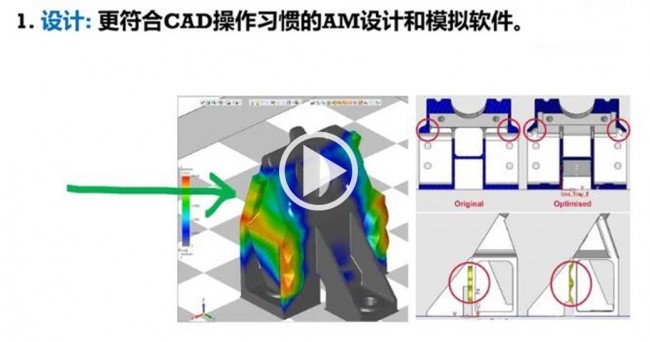
Additive manufacturing based on powder bed melting process-3D printingTechnology is moving towards mass production applications. But undertaking the task of mass production in a production environment is a new application scenario different from prototype manufacturing.Face metal3D printingTowards the turning point of production, how to ensure the smooth connection of various processes in the process of realizing production? How to reduce a large number of manual operations in the post-processing process? How to ensure stable and consistent product quality in this process? Can additive manufacturing further improve efficiency and reduce costs?
GF Machining Solutions, a well-known brand in the precision machining industry, has cooperated with 3D Systems to launch an overall solution for additive manufacturing, promoting the efficient integration of traditional technology and additive manufacturing and the seamless connection of various process links.Through the case of additive manufacturing of TAS satellite antenna bracket of the aerospace company, it will introduce in detail how the GF processing program’s overall solution for additive manufacturing solves the above problems and helps end users to produce high-quality metal3D printingComponents.
 GF Machining Program Micro-course “Systematic Solutions for Additive Manufacturing”
GF Machining Program Micro-course “Systematic Solutions for Additive Manufacturing”
![]() Seven Steps to Additive Manufacturing
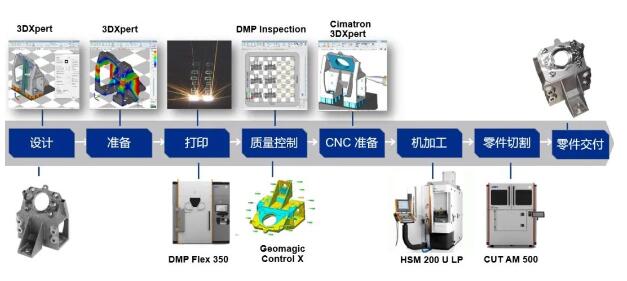
Seven Steps to Additive Manufacturing
The complete metal additive process includesDesign, materials, process to post-processingAll manufacturing links. Almost all parts produced by additive manufacturing technology, especially metal parts, need to be post-processed before they can be used. When designing the front end, it is necessary to consider the machining allowance and structural tilt that the workpiece will encounter when flowing between different processes. As well as stress avoidance and other issues, CNC machining of complex parts also requires the use of specially designed fixtures. This requires practitioners at the application end to understand both the characteristics of traditional machining and the particularity of additive manufacturing.
 The complete additive manufacturing production process of the satellite antenna bracket.Source: GF Processing Solutions
The complete additive manufacturing production process of the satellite antenna bracket.Source: GF Processing Solutions
The GF processing plan proposes a complete metal additive manufacturing technology production process of “7-step additive manufacturing”. The TAS satellite antenna bracket additive manufacturing case is also decomposed one by one according to these 7 steps, reflecting the complete metal additive manufacturing technology The production process, from software design and preparation, to printing of printing equipment, to quality control, and subsequent milling and wire cutting. Redefine the manufacturing of parts with the most advanced concepts!
I Satellite antenna bracket
 Source: GF Processing Solutions
Source: GF Processing Solutions
Competition in the communications satellite market is fierce, and manufacturers have to produce “more, faster, and cheaper” products. New innovative technologies such as additive manufacturing have become the key to increasing satellite output.
Due to the vibration of the satellite, the satellite antenna needs to be clamped tightly on the bracket to avoid structural breakage. The antenna bracket of the satellite is designed for this purpose. Each antenna has two small brackets, and bolts are used to fix the antenna on the bracket. Therefore, the bracket ensures that the antenna is securely clamped together during satellite launch to avoid damage.
This is a good case. Compared with traditional manufacturing, additive manufacturing costs lower, and in the redesign of parts, combined with the redesign based on metal additive technology, it can make everyone better understand metal augmentation. Design thinking for material manufacturing and additive manufacturing. This part requires sufficient processing operations, including some subsequent finishing processes, and can also give everyone a better understanding of how metal additive technology can directly produce parts.
Step 1: Redesign for parts
The redesign here refers to improving the design of parts in accordance with the process characteristics of additive manufacturing layer by layer. The redesign of parts is very important. Because the process is different, if the previous design is still used, then it is very likely that the advantages of metal additive manufacturing will not be reflected. At the same time, the subsequent milling processing and the function of the part should be considered for redesign or improvement.
In this case, the GF processing plan proposed and implemented 7 design adjustments:
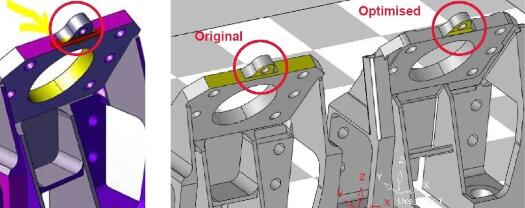
①AM (additive manufacturing) design: the horizontally overhanging part should be modified to an overhang with an angle of 45° relative to the z-axis to avoid excessive support structures during such printing.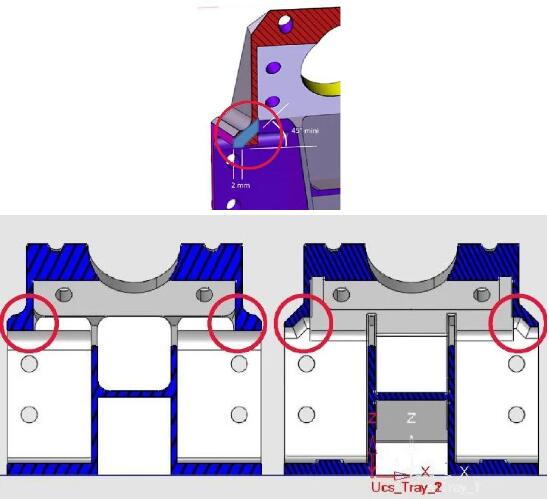 Design optimization 1: The realization of the scheme (left) compared with the original scheme (right).Source: GF Processing Solutions
Design optimization 1: The realization of the scheme (left) compared with the original scheme (right).Source: GF Processing Solutions
②AM design: In order to avoid sharp corners, chamfering needs to be added, because these can not be printed correctly, resulting in poor surface quality. In addition, in sharp corners, stress concentration may occur during the construction process, as well as part of the functional time. Therefore, these should be avoided.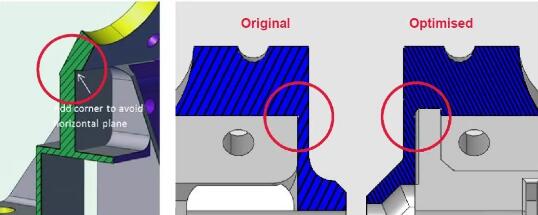 Design optimization 2: Comparison of the plan (left) and the original part (right).Source: GF Processing Solutions
Design optimization 2: Comparison of the plan (left) and the original part (right).Source: GF Processing Solutions
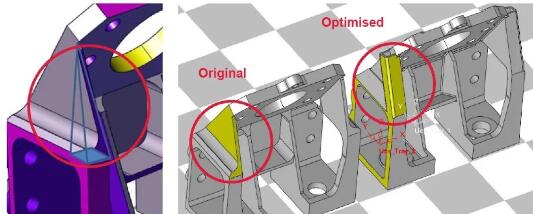
③AM design: avoid horizontal overhang by adding a chamfer at a 45° angle, relative to the direction of the z-axis. In this way, there is no need to set up supporting structures at these points, and a better surface quality can be obtained.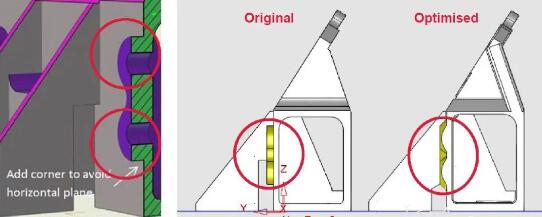 Design optimization 3: The realization of the scheme (left) compared with the original part (right).Source: GF Processing Solutions
Design optimization 3: The realization of the scheme (left) compared with the original part (right).Source: GF Processing Solutions
④Milling design: Avoid milling the complete surface, and add an offset around the hole of the bolt interface to make the milling process easier. In this way, the milling time can be reduced while reducing the possibility of interference.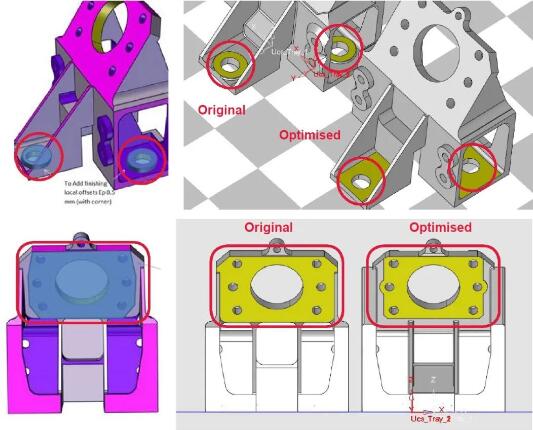 Design optimization Figure 4: Comparison diagram (right) between the plan (left) and the original part (right).Source: GF Processing Solutions
Design optimization Figure 4: Comparison diagram (right) between the plan (left) and the original part (right).Source: GF Processing Solutions
⑤Functional improvement design: U-shaped structure is added to the upper side to increase bending rigidity. By adding these structures, the overall rigidity is improved.
 Design optimization Figure 5: Comparison of the plan (left) and the original part (right).Source: GF Processing Solutions
Design optimization Figure 5: Comparison of the plan (left) and the original part (right).Source: GF Processing Solutions
⑥AM design: Avoid large horizontal overhangs without changing the structural characteristics of the parts. The angle of the overhang relative to the y-axis is 30°. Without changing the structural characteristics of the parts, a better printing surface quality can be obtained.
 Design optimization 6: Realization and original part.Source: GF Processing Solutions
Design optimization 6: Realization and original part.Source: GF Processing Solutions
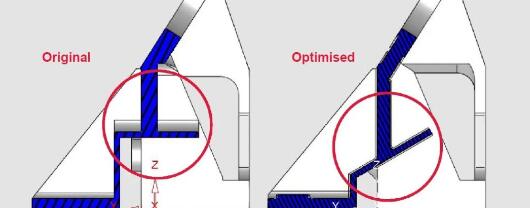
⑦Chamfer design improvement: add chamfer to avoid sharp corners and difficult to print. By adding this feature, a better surface quality can be obtained and the risk of stress concentration can be reduced (in the printing phase and subsequent use phases).
 Source: GF Processing Solutions
Source: GF Processing Solutions
Step 2: Print preparation
The printing preparation process includes support addition and parts arrangement, etc., all of which can be realized by special software in GF’s overall additive manufacturing solution.
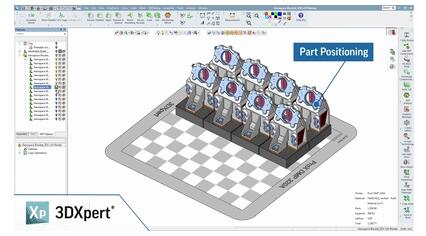 The placement of the satellite antenna bracket.Source: GF Processing Solutions
The placement of the satellite antenna bracket.Source: GF Processing Solutions
Especially worth mentioning is the GF patentedReplacement fixtureSystem 3R, not only provides support for additive partsZero point positioning, It is also convenient for quick clamping during the machining process,Realize the rapid connection between the increase and decrease of materialsTo ensure that the parts are obtained in mass productionConsistent precisionThis step also laid the foundation for future automation. If mass production is required, these parts can be correctly arranged on the substrate in the special software provided by GF.
 Source: GF Processing Solutions
Source: GF Processing Solutions
In the case of satellite antenna bracket manufacturing, in order to increase efficiency, the designer placed 16 parts on the substrate at a time. These parts can be produced at one time, reducing printing costs to the greatest possible extent and improving printing efficiency.
Step 3: Print
Used in the manufacture of satellite antenna brackets3D printingThe equipment is DMP Flex 350. DMP Flex 350 is designed for high-precision direct metal printing and is optimized for key applications that require complex parts and heavy metal parts. It utilizes the industry’s lowest oxygen content vacuum printing chamber and improved airflow technology , To ensure the compactness and chemical purity of each part printed out.
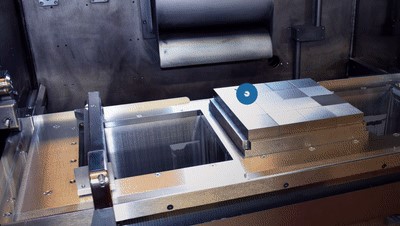
3D printingGF reloading fixture System 3R used in.Source: GF Processing Solutions
The fourth step: quality control
The key to the printing process lies in quality control and traceability. The GF processing solution is optimized for key applications of complex and heavy metal parts. At the same time, the material characteristics and the complete printing process are recorded to ensure that each part has a uniform excellent quality.
Step 5: CNC preparation
The dedicated software in GF’s total additive manufacturing solution can complete CNC preparations to prepare for the final component manufacturing: removing supports, processing high-quality curved areas, and drilling, tapping or trimming holes.
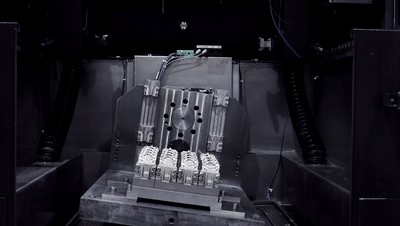
Step 6: Machining
In the design steps, the machining allowance has been reserved for the parts that need to be machined, which is generally 0.2mm. The bottom part of the printed part is matched with the System 3R zero-point positioning system, which can be quickly clamped and automated production.
 3D printingMachining of satellite antenna support.Source: GF Processing Solutions
3D printingMachining of satellite antenna support.Source: GF Processing Solutions
If the machining allowance faced in the machining process is not reserved in the previous software, and taking into account the requirements of processing high-quality curved surface areas and the cooperation of clamping, you will face many difficulties and even Unable to proceed.
Step 7: Part cutting
I believe that many friends who have experience in metal additive have encountered this problem. Put the printed substrate vertically for wire cutting, so that it is easy to cause the parts to collide with the electrode wires when they fall off, which may cause damage to the parts. The GF processing solution integrates the horizontal wire cutting equipment CUT AM 500 into the overall solution of additive manufacturing, which completely avoids the possibility of collisions when cutting parts.Effectively improve the efficiency and reliability of removing the bottom plate, Especially suitable for large parts and mass-produced workpieces.
3D printingSatellite antenna bracket wire cutting.Source: GF Processing Solutions
As the 3D Science Valley in “3D printingAs mentioned in the book “Industrial Manufacturing”, “3D printing is not an island, but must be integrated with other traditional manufacturing processes in order to become a “weapon” for creating added value in the manufacturing industry…3D printingIt’s just a part of manufacturing, it will be fully integrated with other processes, seamlessly connected in the manufacturing process, will be3D printingEnter the main theme of manufacturing industrialization. “
Through the above satellite antenna bracket additive manufacturing case, it can be seen that the overall solution for additive manufacturing introduced by GF Machining Solutions is breaking the “island”, and the selected area laser melting is a metal additive manufacturing process with mechanical processing and wire cutting. When traditional manufacturing processes are integrated, we have reason to believe that this forward-looking exploration will promote the application of additive manufacturing in mass production.
(Editor in charge: admin)
0 Comments for “Manufactured by the satellite antenna bracket, look at the overall additive manufacturing solution to redefine the production of parts”