
At the end of 1974, Gnanamuthu of ACVO EVERETT RES LABINC of the United States proposed the world’s first laser cladding patent US3952180A, which opened the prelude to the basic research of laser cladding technology. However, due to the constraints of laser technology, the industrial development of laser cladding technology has been relatively slow for a long period of time. After entering the 21st century, with the maturity of high-power laser technology, the industrialization of laser cladding technology has developed rapidly.
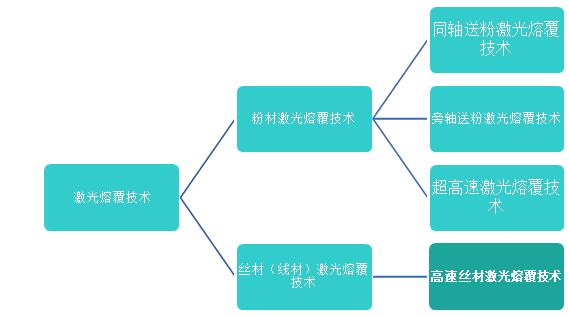
Laser cladding technology has many advantages such as low dilution rate, low heat input, and wide range of materials. At present, many different types have evolved in the process of industrial application, and they are widely used in additive manufacturing, remanufacturing, and surface engineering. field.According to the type of laser cladding material and the coupling form of the material and the laser beam, the common laser cladding technology can be divided into coaxial powder feeding laser cladding technology, paraxial powder feeding laser cladding technology (also called lateral powder feeding Laser cladding technology), high-speed laser cladding technology (also called ultra-high-speed laser cladding technology) and high-speed wire laser cladding technology.
![]() Coaxial powder feeding laser cladding technology
Coaxial powder feeding laser cladding technology
Coaxial powder feeding laser cladding technology generally uses semiconductor fiber output lasers and disk airborne powder feeders. The cladding head adopts a circular spot scheme with light from the center. Special protective air channel, powder beam, light beam and protective air flow at one point. During the cladding work, a molten pool will be formed at the focal point, and as the cladding head moves relative to the workpiece, a coating is formed on the surface of the workpiece.

Technical characteristics of coaxial powder feeding laser cladding:
- High degree of freedom, easy to realize automation.Since it moves to any plan during cladding, a cladding layer with the same appearance and quality can be obtained, so its cladding direction is not limited, and it can be used with industrial robots or multi-axis motion machine tools to perform any path or surface fusion of parts of any shape. Cover, as3D printingCan be used for laser coaxial powder feeding3D printing.
- The inert gas protection effect of the molten pool is good. Because the powder feeding method is air-borne powder feeding and a special inert gas flow channel is set on the cladding head, the molten pool is in a good local inert gas atmosphere during the cladding process, and the molten pool and the cladding layer are less oxidized and the cladding There are fewer oxide inclusions in the layer.
- The molten pool is small, the powder is heated evenly, and the cladding layer has good crack resistance. The spot size of coaxial powder feeding laser cladding is generally ∮1-∮5mm. At the same time, the powder is in uniform contact with the beam, and the heat transfer during the cladding process is more uniform, so the cladding layer has good crack resistance. Especially for the cladding of compatible materials containing ceramic particles such as tungsten carbide, it is easy to prepare a coating with no cracks and uniform tungsten carbide distribution.
Due to the above-mentioned characteristics of the coaxial powder feeding laser cladding technology, it is usually applied to the surface cladding modification and additive remanufacturing of high-precision parts and complex-shaped parts such as spindles, gears, and boxes.At the same time, metal based on coaxial powder feeding laser cladding technology3D printingIt is mainly used in the net near molding of large parts and the preparation of gradient materials.
![]() Side shaft powder feeding laser cladding technology
Side shaft powder feeding laser cladding technology
Side-axis powder feeding laser cladding technology is also called lateral powder-feeding laser cladding technology, which generally uses semiconductor direct output lasers or semiconductor fiber output lasers and gravity powder feeders, and the cladding head adopts rectangular spot + side-axis broadband powder feeding scheme . When the cladding head is working, the alloy powder is transported to the surface of the workpiece through the powder feeding nozzle to be preset. As the cladding head and the workpiece move relative to each other, the rectangular laser beam scans the preset alloy powder and melts it to form a molten pool, which is cooled Then a cladding layer is formed.

Technical characteristics of side shaft powder feeding laser cladding:
- High material utilization. Compared with coaxial powder feeding, the material utilization rate of the laser cladding technology of side-axis powder feeding can reach more than 95%. The powder of the coaxial powder feeding laser cladding technology is blown into the laser molten pool by inert gas. In this process, due to the collision between the powder, the splash of the molten pool and the accuracy of the powder feeding channel, a considerable proportion of the metal powder cannot The cladding layer is formed and was wasted, causing its material utilization rate to be only about 50%-80% (the smaller the light spot, the lower the material utilization rate). In the side-axis powder feeding laser cladding, the powder is preset on the surface of the workpiece, and the laser beam is scanned and irradiated to melt it, which can achieve a very high material utilization rate and save a lot of material costs.
- High cladding efficiency. The side-axis powder feeding laser cladding technology adopts a rectangular spot scheme. Under the condition that the energy density of the spot in the cladding direction remains unchanged, the laser power and spot width can be increased, which greatly improves the cladding efficiency. At present, the cladding width of a single pass in actual production can reach more than 30mm, and the cladding efficiency can reach 1m²/h or 12Kg/h.
- No inert gas consumption. On the one hand, side-axis powder feeding laser cladding technology generally uses a gravity feeder and does not need to consume inert gas; on the other hand, due to the use of preset powder feeding, the airflow will affect the preset and accumulation of powder, so the cladding head does not Special inert gas protection function. Therefore, besides the use of compressed air, the side-axis powder feeding laser cladding technology does not need to consume other gas. From a cost point of view, more inert gas costs are saved; from a more technical perspective, this technology has certain requirements on the oxidation resistance of powder materials, which limits its application fields.
Due to its high efficiency and low cost, side-axis powder feeding laser cladding technology is generally used for surface cladding and additive remanufacturing of parts with large areas and simple shapes such as hydraulic cylinders and rolls.
![]() Ultra-high-speed laser cladding technology
Ultra-high-speed laser cladding technology
Ultra-high-speed laser cladding technology is a new type of laser cladding technology developed by the Fraunhofer Institute of Laser Technology in Germany. It has been promoted and applied in China since 2017. Ultra-high-speed laser cladding technology uses semiconductor fiber output lasers or fiber lasers with good beam quality, and uses precision-designed high-speed laser cladding heads and high-speed or moving speed motion mechanisms. The coupling of the laser beam, the powder beam, and the inert gas flow is precisely designed. During operation, part of the laser energy is used to heat the powder beam, and the other part of the laser beam penetrates the powder beam to heat the substrate. The powder is melted before entering the molten pool. Or heating to a very high temperature, shortening the time required for powder melting, so it can achieve a very high cladding line speed (the line speed can be up to 200m/min, ordinary laser cladding up to 2m/min).

Features of ultra-high-speed laser cladding technology:
- The efficiency of laser energy utilization is high. Ultra-high-speed laser cladding technology, due to the precise design of the coupling structure of the laser beam, powder beam and inert gas flow, makes most of the laser beam energy act on the powder and workpiece, reducing the reflection and scattering loss of the laser, and greatly improving the laser Energy efficiency. The laser beams of the coaxial powder feeding laser cladding technology and the paraxial powder feeding laser cladding technology directly irradiate the molten pool. The surface of the molten pool is very smooth and has high laser reflectivity. Therefore, the laser energy of these two laser cladding technologies The utilization rate is about 35%; while the laser beam of the ultra-high-speed laser cladding technology passes through the powder beam to irradiate the molten pool, most of the laser energy is absorbed by the powder beam, so the laser energy utilization rate is as high as about 65%.
- High cladding efficiency. Ultra-high-speed laser cladding technology can achieve very high cladding efficiency (cladding efficiency can reach 0.7m²/ above).
- Low dilution rate of cladding layer. Ultra-high-speed laser cladding technology due to the high cladding line speed, the existence time of the molten pool is very short, so the dilution rate of the cladding layer is very low.
- Ultra-high-speed laser cladding technology also has the characteristics of good coating roughness, good crack resistance and small deformation of the workpiece.
The cladding layer prepared by ultra-high-speed laser cladding technology is relatively thin, which is very suitable for the preparation of pre-protective coatings on the surface of new parts.
![]() High-speed wire laser cladding technology
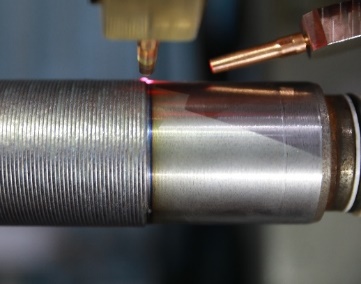
High-speed wire laser cladding technology
High-speed wire laser cladding technology is a new generation of laser cladding technology developed by Tianyuan Intelligent Manufacturing Company based on market demand and the development trend of laser cladding technology from the concepts of environmental protection, high efficiency and high quality. It uses a semi-conductive fiber output laser, a high-precision wire feeding system and a precision cladding head, and uses metal wire as the cladding material for laser cladding. When working, the metal wire is fed into the laser beam from the side, and the laser beam melts the metal wire to form a molten pool, which forms a cladding layer along with the relative movement of the cladding head and the workpiece.
Technical characteristics of high-speed wire laser cladding:
- Good environmental protection. In the traditional powder laser cladding process, due to the spraying of metal powder, the blowing of the powder feeding air flow, the splashing of the molten pool, and the influence of slagging and gas generating elements in the powder, the cladding process has more dust and smoke, which seriously affects The environment of the equipment operation area, the recycled waste dust will also cause certain pollution. The high-speed wire laser cladding technology uses metal wire instead of traditional metal powder, and the rigid wire will be completely melted to form a cladding layer. There is no splash and metal dust during the cladding process, and its environmental protection is higher than that of traditional powder. Laser cladding.
- High material utilization. Through the precise cladding head design and metal wire design, the metal wire will be completely melted during the high-speed laser cladding process, and the melting process is very soft and splash-free, making the high-speed wire laser cladding have a high material utilization rate (Material utilization rate can reach 99%).
- High cladding efficiency. High-speed wire laser cladding technology uses special composite energy, so that the metal has reached a semi-melted state before entering the molten pool. It only needs a small amount of energy and a short time to completely melt to form a molten pool. Therefore, high-speed wire laser melting The cladding efficiency of cladding is higher than that of traditional powder laser cladding.
- The heat input is small, the input energy is low, and the deformation of the workpiece is small. The high-speed wire laser cladding process accurately controls the energy input and high cladding line speed, so that the line energy is as low as 0.29KJ/cm, which greatly reduces the deformation of the workpiece caused by the heat input.
- In addition to the above characteristics, high-speed wire laser cladding technology also has the characteristics of dense cladding layer, low dilution rate, and low defect rate.
High-speed wire laser cladding can be applied to the preparation of pre-protective coatings on the surface of parts, laser cladding and remanufacturing of parts, and laser cladding of easily deformable parts such as slender shafts and thin walls.
(Editor in charge: admin)
0 Comments for “Introduction of several common laser cladding technologies”